관리도의 개념과 원리
관리도(Control Chart)는 통계적 품질관리(SPC)의 핵심 도구로, 공정의 안정성과 변동 패턴을 시각적으로 모니터링하기 위해 사용된다. 월터 슈하트(Walter Shewhart)가 1920년대에 벨 연구소에서 개발한 이 도구는 현대 품질관리 시스템의 기초가 되었다.
공정 변동의 이해
관리도를 이해하기 위해서는 공정 변동의 두 가지 유형을 구분할 필요가 있다:
- 우연원인변동(Common Cause Variation):
- 공정에 항상 존재하는 자연적인 변동
- 여러 작은 요인들의 복합적인 영향으로 발생
- 예측 가능하고 안정적인 패턴을 보임
- 시스템 자체의 개선 없이는 줄일 수 없음
- 특수원인변동(Special Cause Variation):
- 공정에 간헐적으로 발생하는 비정상적인 변동
- 식별 가능한 특정 원인에 의해 발생
- 예측 불가능하고 불안정한 패턴을 보임
- 원인 제거를 통해 해결 가능
관리도의 목적은 이 두 유형의 변동을 구분하여, 특수원인변동이 발생했을 때 이를 신속하게 감지하고 대응하는 것이다.
공정의 안정성
공정이 우연원인변동만 존재하고 특수원인변동이 없는 상태를 '통계적 관리 상태' 또는 '안정 상태'라고 한다. 안정 상태의 공정은 다음과 같은 특징을 가진다:
- 예측 가능한 범위 내에서 변동
- 시간에 따라 일관된 성능 유지
- 명확한 패턴 없이 관리한계 내에서 무작위적으로 분포
- 정상분포에 근사한 출력 분포
공정의 안정성은 품질 개선의 첫 번째 단계다. 안정된 공정이라야 능력 분석과 개선 효과 측정이 의미를 가진다.
관리도의 기본 구성 요소
전형적인 관리도는 다음 요소로 구성된다:
- 중심선(Center Line, CL): 관리 특성의 평균값
- 상부관리한계(Upper Control Limit, UCL): 우연원인변동만 있을 때 예상되는 최대값
- 하부관리한계(Lower Control Limit, LCL): 우연원인변동만 있을 때 예상되는 최소값
- 관리 특성 데이터: 시간 순서에 따라 그래프에 표시된 측정값 또는 통계량
- 시간축: 샘플 또는 부분군의 시간적 순서를 나타내는 축
관리한계는 일반적으로 평균에서 ±3 표준편차(3σ) 지점에 설정한다. 이는 우연원인변동만 있는 공정에서 데이터의 99.73%가 이 한계 내에 있을 것이라는 통계적 원리에 기반한다.
다양한 유형의 관리도
관리도는 데이터 유형과 특성에 따라 다양한 종류가 있다. 적절한 관리도 선택은 효과적인 공정 모니터링의 핵심이다.
계량형 관리도(Variables Control Charts)
계량형 관리도는 길이, 무게, 온도, 압력 등 연속적인 측정값을 가진 특성을 모니터링한다.
X̄-R 관리도(평균-범위 관리도)
가장 일반적으로 사용되는 관리도로, 부분군(subgroup)의 평균(X̄)과 범위(R)를 동시에 모니터링한다. 부분군 크기가 2~10개 정도일 때 효과적이다.
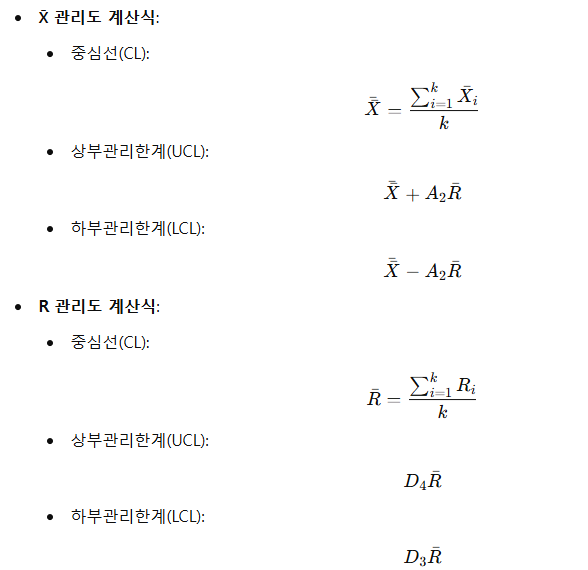
여기서 A₂, D₃, D₄는 부분군 크기에 따른 상수로, 표준 통계표에서 찾을 수 있다.
X̄-S 관리도(평균-표준편차 관리도)
부분군 크기가 10개 이상이거나 부분군 크기가 변동될 때 사용된다. 범위(R) 대신 표준편차(S)를 사용하여 변동을 모니터링한다.
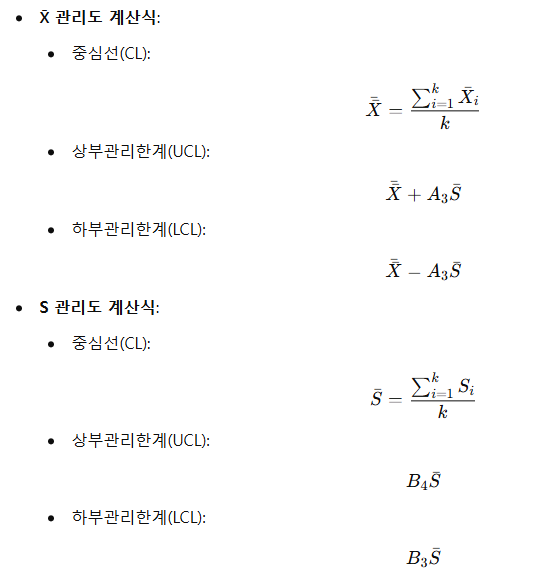
여기서 A₃, B₃, B₄는 부분군 크기에 따른 상수다.
개별값-이동범위 관리도(I-MR 관리도)
부분군 형성이 어렵거나 개별 측정값만 사용할 수 있을 때 활용한다. 연속된 두 측정값 간의 이동범위(Moving Range)를 변동 지표로 사용한다.

계수형 관리도(Attributes Control Charts)
계수형 관리도는 양불 판정, 결함 수 등 이산적인 특성을 모니터링한다.
p 관리도(불량률 관리도)
각 샘플에서 불량품의 비율을 모니터링한다. 샘플 크기가 변동될 수 있을 때 사용한다.

여기서 d_i는 i번째 샘플의 불량품 수, n_i는 i번째 샘플 크기다.
np 관리도(불량수 관리도)
각 샘플에서 불량품의 수를 모니터링한다. 샘플 크기가 일정할 때 사용한다.

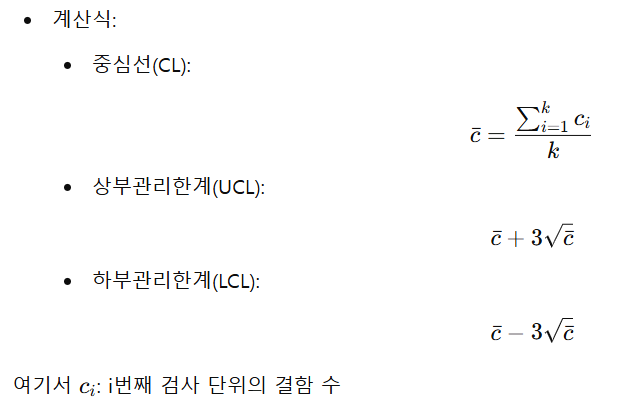
c 관리도(결함수 관리도)
일정한 검사 단위에서 발견된 결함 수를 모니터링한다. 하나의 제품에 여러 결함이 있을 수 있고, 검사 단위 크기가 일정할 때 사용한다.
u 관리도(단위당 결함수 관리도)
검사 단위 크기가 변동될 때 단위당 결함 수를 모니터링한다.

관리도 선택 가이드
적절한 관리도 선택을 위한 일반적인 가이드라인은 다음과 같다:
- 데이터 유형 결정:
- 연속 측정값(길이, 무게 등) → 계량형 관리도
- 이산 카운트(불량품, 결함 수 등) → 계수형 관리도
- 계량형 관리도 선택:
- 부분군 형성 가능(n=2~9) → X̄-R 관리도
- 부분군 크기 큼(n≥10) → X̄-S 관리도
- 부분군 형성 불가(n=1) → I-MR 관리도
- 계수형 관리도 선택:
- 불량품 판정 데이터:
- 샘플 크기 일정 → np 관리도
- 샘플 크기 변동 → p 관리도
- 결함 수 데이터:
- 검사 단위 크기 일정 → c 관리도
- 검사 단위 크기 변동 → u 관리도
- 불량품 판정 데이터:
실제 적용 시에는 데이터 특성과 공정 상황을 고려하여 최적의 관리도를 선택해야 한다.
관리도 해석과 특수패턴 감지
관리도의 효과적인 활용을 위해서는 데이터 패턴을 정확히 해석하는 능력이 필요하다. 관리도에서 특수원인변동을 나타내는 주요 패턴은 다음과 같다.
관리 이탈 패턴(Out-of-Control Patterns)
- 관리한계 이탈: 한 점이 관리한계를 벗어나는 것으로, 가장 명확한 특수원인변동의 신호다.
- 연(Run) 패턴: 연속된 여러 점이 비정상적인 패턴을 보이는 경우다.
- 중심선 한쪽에 연속 7점 이상
- 연속 6점 이상 지속적으로 증가 또는 감소
- 연속 14점 이상 상하 교대 패턴
- 영역(Zone) 패턴: 관리한계를 3등분한 영역을 기준으로 한 이상 징후다.
- ±2σ와 ±3σ 사이(Zone A)에 연속 2점 이상
- ±1σ와 ±2σ 사이(Zone B)에 연속 4점 이상
- 중심선과 ±1σ 사이(Zone C)에 연속 8점 이상
특수패턴의 일반적 원인
- 급격한 변화(Shift): 공정 평균이 갑자기 변하는 패턴
- 가능한 원인: 새로운 작업자, 측정 시스템 변경, 새로운 재료 사용
- 추세(Trend): 데이터가 지속적으로 증가하거나 감소하는 패턴
- 가능한 원인: 도구 마모, 환경 조건 변화, 재료 특성 변화
- 주기성(Cycles): 데이터가 규칙적으로 상승과 하락을 반복하는 패턴
- 가능한 원인: 작업자 교대, 장비 정비 주기, 계절적 변화
- 군집(Clustering): 데이터가 특정 영역에 밀집하는 패턴
- 가능한 원인: 이질적인 재료 혼합, 여러 공급업체 사용
- 혼합(Mixture): 중심선 근처 데이터가 적고 양 극단에 데이터가 많은 패턴
- 가능한 원인: 서로 다른 두 공정의 혼합, 과도한 조정(Over-adjustment)
관리도 해석 시 주의사항
- 문맥적 이해: 단순히 통계적 규칙만으로 판단하지 말고 공정에 대한 이해를 바탕으로 해석한다.
- 오경보(False Alarm) 가능성: ±3σ 관리한계를 사용해도 우연원인변동에 의해 약 0.27%의 오경보 가능성이 있다.
- 여러 관리도 종합 판단: X̄와 R 관리도 등 여러 관리도를 함께 고려하여 종합적으로 판단한다.
- 시간 순서 유지: 관리도 작성 시 시간 순서를 유지하는 것이 중요하다. 시간 순서가 바뀌면 패턴이 왜곡될 수 있다.
- 합리적인 부분군 구성: 부분군은 동질적으로 구성하여 부분군 내 변동은 최소화하고 부분군 간 변동은 최대화해야 한다.
공정능력 분석(Process Capability Analysis)
공정능력 분석은 공정이 고객 요구사항(규격)을 충족시킬 수 있는 정도를 평가하는 방법이다. 관리도가 공정의 안정성(시간에 따른 일관성)을 평가한다면, 공정능력 분석은 공정의 규격 적합성을 평가한다.
공정능력 분석의 전제 조건
공정능력 분석을 수행하기 전에 다음 조건을 충족해야 한다:
- 공정 안정성: 공정이 통계적 관리 상태에 있어야 한다(관리도로 확인).
- 데이터 정규성: 데이터가 정규분포를 따라야 한다(정규성 검정으로 확인).
- 충분한 데이터: 일반적으로 최소 100개 이상의 데이터가 권장된다.
주요 공정능력 지수
- Cp(잠재적 공정능력 지수)$$Cp = \frac{USL - LSL}{6\sigma}$$
- Cp < 1.0: 공정이 규격을 충족시키기에 부적합(불량 발생 가능성 높음)
- 1.0 ≤ Cp < 1.33: 최소 요구사항 충족, 개선 필요
- 1.33 ≤ Cp < 1.67: 양호한 수준
- Cp ≥ 1.67: 우수한 수준(Six Sigma 품질)
- 여기서 USL은 상한 규격, LSL은 하한 규격, σ는 공정의 표준편차다.
- Cp는 규격 폭과 공정 분포의 폭(6σ) 비율로, 공정 분포의 중심이 규격 중심과 일치한다고 가정한다.
- Cpk(실질적 공정능력 지수)$$Cpk = \min \left( \frac{USL - \mu}{3\sigma}, \frac{\mu - LSL}{3\sigma} \right)$$
- Cpk < 1.0: 공정이 규격을 충족시키기에 부적합
- 1.0 ≤ Cpk < 1.33: 최소 요구사항 충족, 개선 필요
- 1.33 ≤ Cpk < 1.67: 양호한 수준
- Cpk ≥ 1.67: 우수한 수준
- 여기서 μ는 공정의 평균이다.
- Cpk는 공정 중심이 규격 중심에서 벗어난 정도를 고려한 지수로, Cp보다 더 현실적인 평가를 제공한다.
- Pp와 Ppk(공정 성능 지수)
- Pp/Ppk > Cp/Cpk: 단기 성능이 장기 성능보다 좋음(공정 변동 증가)
- Pp/Ppk ≈ Cp/Cpk: 공정이 시간에 따라 일관성 유지
- Pp/Ppk < Cp/Cpk: 비정상적인 상황(일반적으로 발생하지 않음)
- Pp와 Ppk는 각각 Cp와 Cpk와 유사하지만, 장기 데이터를 사용하여 계산한다. 일반적으로 Cp와 Cpk는 관리한계 설정에 사용된 단기 데이터를 기반으로 하는 반면, Pp와 Ppk는 더 긴 기간의 데이터를 사용한다.
- Cpm(Taguchi 공정능력 지수)
- 여기서 T는 목표값이다. Cpm은 규격 충족뿐만 아니라 목표값에 얼마나 근접하는지도 평가한다(손실함수 개념).
- Cpm은 공정 평균과 목표값(T) 간의 차이를 고려하는 지수다.

공정능력 분석의 활용
공정능력 분석은 다음과 같은 목적으로 활용된다:
- 공정 개선 필요성 평가: 낮은 공정능력 지수는 개선의 필요성을 나타낸다.
- 예상 불량률 추정: 공정능력 지수를 통해 예상 불량률을 계산할 수 있다.
- Cp=1.0일 때, 예상 불량률 = 0.27%
- Cp=1.33일 때, 예상 불량률 = 0.0063%
- Cp=1.67일 때, 예상 불량률 = 0.00057%
- 공정 간 비교: 다른 특성이나 공정 간 성능을 비교할 수 있다.
- 공급업체 평가: 공급업체 선정 및 평가의 기준으로 사용할 수 있다.
- 품질 향상 활동 모니터링: 개선 활동 전후의 공정능력 비교를 통해 효과를 평가할 수 있다.
공정능력 향상 전략
공정능력 분석 결과에 따라 다음과 같은 개선 전략을 적용할 수 있다:
- Cp는 낮지만 Cpk가 더 낮은 경우: 공정 중심을 규격 중심으로 조정한다(공정 세팅 조정).
- Cp와 Cpk 모두 낮은 경우: 공정 변동을 줄이는 근본적인 개선이 필요하다.
- 원재료 품질 개선
- 장비 정밀도 향상
- 작업자 교육 강화
- 작업 조건 표준화
- 규격 대비 공정 변동이 너무 큰 경우: 공정 변경이나 설계 변경을 고려한다.
SPC 기본 툴과 실전 적용
통계적 공정관리(SPC)의 효과적인 실행을 위해서는 관리도와 공정능력 분석 외에도 다양한 기본 툴과 실행 지침이 필요하다.
SPC 7가지 기본 도구(Seven QC Tools)
- 체크시트(Check Sheet):
- 데이터를 체계적으로 수집하기 위한 구조화된 양식
- 결함 유형, 위치, 빈도 등을 기록
- 간단하고 명확한 형식으로 설계
- 파레토 차트(Pareto Chart):
- 문제의 중요도에 따른 우선순위 설정 도구
- 80-20 법칙 기반: 문제의 80%는 20%의 원인에서 발생
- 수직 막대는 빈도(왼쪽 Y축), 꺾은선은 누적 비율(오른쪽 Y축)
- 원인-결과 다이어그램(Cause-and-Effect Diagram):
- 특성요인도(Fishbone Diagram) 또는 이시카와 다이어그램(Ishikawa Diagram)이라고도 함
- 문제(결과)와 그 잠재적 원인 간의 관계를 시각화
- 일반적으로 6M(Man, Machine, Material, Method, Measurement, Mother Nature) 분류 사용
- 히스토그램(Histogram):
- 데이터의 빈도 분포를 시각화하는 도구
- 공정 분포의 중심 경향성, 산포, 형태 확인
- 정규성 및 다봉성 여부 확인
- 산점도(Scatter Diagram):
- 두 변수 간의 관계를 시각적으로 나타내는 도구
- 상관관계의 존재 여부, 방향, 강도 확인
- 인과관계를 증명하지는 않지만 가능성 제시
- 관리도(Control Chart):
- 앞서 자세히 설명한 대로, 공정의 시간에 따른 변동을 모니터링
- 공정의 안정성 평가 및 특수원인변동 감지
- 그래프(Graph):
- 데이터의 패턴, 추세, 관계를 시각적으로 표현
- 선 그래프, 막대 그래프, 원 그래프 등 다양한 형태 활용
SPC 실행의 핵심 요소
- 측정시스템 분석(Measurement System Analysis, MSA):
- 반복성(Repeatability): 동일 작업자가 동일 측정 장비로 동일 특성을 반복 측정할 때의 변동
- 재현성(Reproducibility): 다른 작업자가 측정할 때 발생하는 추가 변동
- 정확도(Accuracy): 측정값이 참값에 얼마나 가까운지
- 선형성(Linearity): 측정 범위 전체에 걸쳐 정확도가 일관되게 유지되는지
- 안정성(Stability): 시간에 따른 측정 시스템의 일관성
- 측정 프로세스의 신뢰성을 평가하는 것으로, 신뢰할 수 없는 측정 시스템은 유효한 SPC 결과를 제공할 수 없다.
효과적인 SPC를 위해 적절한 표본 추출 전략이 필요하다.
- 부분군 크기와 빈도:
- 계량형 관리도: 일반적으로 3~5개 항목을 하나의 부분군으로 구성
- 계수형 관리도: 50~100개 이상의 더 큰 표본 크기 필요
- 표본 추출 빈도는 공정 속도, 비용, 위험 수준에 따라 결정
- 부분군 구성 원칙:
- 합리적 부분군(Rational Subgrouping): 부분군 내 항목은 동일 조건에서 생산되어야 함
- 부분군 내 변동은 우연원인변동만 반영하고, 부분군 간 변동은 시간에 따른 변화를 보여줌
- 예: 동일 기계, 동일 작업자, 동일 재료 로트에서 연속적으로 생산된 항목들로 부분군 구성
- 샘플링 방법:
- 정기적 샘플링: 일정 시간 간격으로 표본 추출(예: 매 시간마다)
- 생산량 기준 샘플링: 일정 생산량마다 표본 추출(예: 매 100개 생산 후)
- 층화 샘플링: 작업자, 생산라인, 재료 유형 등 다양한 조건을 고르게 반영
SPC 실행 단계
- 예비 단계:
- 핵심 품질 특성(CTQ) 선정
- 적절한 관리도 유형 선택
- 측정 시스템 분석(MSA) 수행
- 표본 추출 계획 수립
- 1단계 - 데이터 수집 및 관리한계 계산:
- 20~25개 부분군(최소 100개 이상의 개별 데이터) 수집
- 관리한계 계산 및 관리도 작성
- 특수원인변동 점검 및 제거
- 필요시 관리한계 재계산
- 2단계 - 공정능력 분석:
- 공정 안정성 확인
- 데이터 정규성 검정
- 공정능력 지수(Cp, Cpk 등) 계산
- 규격 충족 여부 평가
- 3단계 - 일상적 모니터링 및 개선:
- 지속적인 데이터 수집 및 관리도 유지
- 특수원인변동 발생 시 즉각 대응
- 공정 개선을 통한 공정능력 향상
- 필요시 관리한계 갱신
SPC 실행 시 고려사항
- 자동화 및 디지털화:
- 실시간 데이터 수집 및 분석 시스템 구축
- 자동 경보 시스템을 통한 특수원인변동 즉시 감지
- 통계 소프트웨어를 활용한 분석 효율성 개선
- 교육 및 문화:
- 모든 관련 인력에게 적절한 SPC 교육 제공
- 데이터 기반 의사결정 문화 조성
- 문제 발생 시 비난이 아닌 시스템 개선에 초점
- 관리한계 vs 조치한계:
- 관리한계(±3σ): 특수원인변동 감지 기준
- 조치한계(±2σ): 조기 경고선으로 활용 가능
- 특수 상황에 따라 한계 조정 가능(안전 중요 특성 등)
- 단기 vs 장기 관리:
- 단기 관리: 현재 공정 상태의 안정성 유지
- 장기 관리: 지속적 개선을 통한 공정능력 향상
- 관리도와 공정능력 분석의 주기적 갱신
통계적 품질관리의 실제 적용 사례
제조업 적용 사례
- 자동차 산업:
- 엔진 부품 치수 관리에 X̄-R 관리도 적용
- 도장 공정의 결함 모니터링에 c 관리도 활용
- 조립 불량률 감소를 위한 공정능력 분석
- 전자 산업:
- 반도체 생산의 웨이퍼 두께 관리에 X̄-S 관리도 사용
- PCB 납땜 결함 모니터링에 u 관리도 적용
- 배터리 성능 변동 감소를 위한 공정능력 분석
- 식품 산업:
- 포장 무게 관리에 X̄-R 관리도 적용
- 이물질 발생 모니터링에 c 관리도 활용
- 유통기한 연장을 위한 공정능력 개선
서비스업 적용 사례
- 금융 서비스:
- 거래 처리 시간 관리에 I-MR 관리도 적용
- 고객 불만 건수 모니터링에 u 관리도 활용
- 서비스 품질 개선을 위한 공정능력 분석
- 의료 서비스:
- 수술 시간 변동 관리에 X̄-R 관리도 사용
- 병원 감염률 모니터링에 p 관리도 적용
- 환자 대기 시간 감소를 위한 공정능력 분석
- 콜센터 운영:
- 통화 처리 시간 관리에 I-MR 관리도 적용
- 고객 호출 포기율 모니터링에 p 관리도 활용
- 고객 만족도 향상을 위한 공정능력 분석
디지털 시대의 SPC 발전 방향
빅데이터와 SPC의 융합
전통적인 SPC는 표본 기반 접근법이지만, 빅데이터 환경에서는 전수 데이터 분석이 가능해지고 있다.
- 실시간 전수 검사(100% Inspection):
- 센서 기술과 자동화를 통한 모든 제품 검사
- 표본 오차 제거 및 불량품 선별 효율성 증대
- 데이터 볼륨 증가에 따른 새로운 분석 방법 필요
- 스트림 분석(Stream Analytics):
- 연속적으로 생성되는 대량의 데이터를 실시간 분석
- 전통적 관리도에서 발전한 CUSUM, EWMA 등의 기법 활용
- 이상 패턴의 조기 감지 및 예측 기능 강화
- 다변량 SPC(Multivariate SPC):
- 여러 품질 특성을 동시에 모니터링하는 기법
- T² 관리도, MEWMA 등의 다변량 관리도 활용
- 특성 간 상관관계를 고려한 통합적 품질 관리
머신러닝과 AI의 적용
전통적인 통계적 방법론을 넘어 머신러닝과 AI 기술을 SPC에 접목하는 시도가 증가하고 있다.
- 패턴 인식 및 이상 감지:
- 딥러닝을 활용한 복잡한 이상 패턴 감지
- 이미지 기반 품질 검사의 정확성 향상
- 사람이 놓치기 쉬운 미세한 변화 포착
- 예측적 품질 관리:
- 품질 문제 발생 전 예측 및 예방적 조치
- 공정 파라미터와 품질 간의 복잡한 관계 모델링
- 실시간 공정 최적화 및 자동 조정
- 자연어 처리를 활용한 품질 분석:
- 품질 보고서, 고객 피드백 등 비정형 데이터 분석
- 텍스트 마이닝을 통한 품질 문제의 근본 원인 파악
- 신제품 개발 및 기존 제품 개선에 활용
산업 4.0과 스마트 공장에서의 SPC
4차 산업혁명과 스마트 공장 환경에서 SPC는 더욱 중요한 역할을 하게 된다.
- IoT와 연계된 SPC:
- 다양한 센서에서 수집된 데이터를 실시간 분석
- 설비, 환경, 재료 등 다양한 요인을 통합적으로 고려
- 클라우드 기반 SPC 시스템을 통한 글로벌 품질 관리
- 디지털 트윈과 시뮬레이션:
- 공정의 디지털 복제본을 통한 가상 실험 및 최적화
- 다양한 시나리오에서의 품질 영향 예측
- 실제 공정 변경 전 가상 환경에서 검증
- 블록체인을 활용한 품질 데이터 관리:
- 품질 데이터의 무결성 및 추적성 확보
- 공급망 전체에 걸친 품질 정보의 투명한 공유
- 규제 준수 및 품질 인증의 효율성 증대
결론
통계적 품질관리(SPC)의 핵심 도구인 관리도와 공정능력 분석은 현대 품질관리 시스템의 근간을 이룬다. 관리도를 통해 공정의 안정성을 확보하고, 공정능력 분석을 통해 고객 요구사항 충족 능력을 평가함으로써 체계적인 품질 향상이 가능하다.
SPC는 단순한 통계 도구의 적용을 넘어 품질 중심의 사고방식과 문화를 필요로 한다. 데이터에 기반한 의사결정, 변동 원인에 대한 체계적 접근, 지속적 개선의 마인드가 SPC 성공의 핵심 요소다.
디지털 전환과 4차 산업혁명 시대를 맞아 SPC는 빅데이터, AI, IoT 등 첨단 기술과 융합하며 진화하고 있다. 이러한 발전은 SPC의 적용 범위를 확대하고 예방적이고 예측적인 품질관리를 가능하게 한다.
품질관리 담당자는 전통적인 SPC 도구의 원리와 적용법을 철저히 이해하는 동시에, 새로운 기술과 방법론에 대한 지속적인 학습을 통해 변화하는 환경에 적응해야 한다. 올바르게 적용된 SPC는 품질 비용 절감, 고객 만족도 향상, 기업 경쟁력 강화의 강력한 동력이 될 것이다.
'Business' 카테고리의 다른 글
| 품질관리 6. 6시그마 이론 II - 측정·분석 단계 심층 이해하기 (0) | 2025.04.09 |
|---|---|
| 품질관리 5. 6시그마 이론 I – 개념 및 DMAIC 개요 (0) | 2025.04.09 |
| 품질관리 3. 통계적 품질관리(SPC) I – 기초 통계 개념 (0) | 2025.04.09 |
| 품질관리 2. 품질과 프로세스 개념, 그리고 품질비용 (0) | 2025.04.09 |
| 품질관리 1. 품질관리의 기본 개념과 역사 (0) | 2025.04.09 |